 ar
ar bg
bg hr
hr cs
cs da
da nl
nl fi
fi fr
fr de
de el
el hi
hi it
it ko
ko no
no pl
pl pt
pt ro
ro ru
ru es
es sv
sv tl
tl iw
iw id
id lv
lv lt
lt sr
sr sk
sk sl
sl uk
uk vi
vi et
et hu
hu th
th tr
tr fa
fa ms
ms hy
hy ka
ka ur
ur bn
bn mn
mn ta
ta kk
kk uz
uz ku
ku
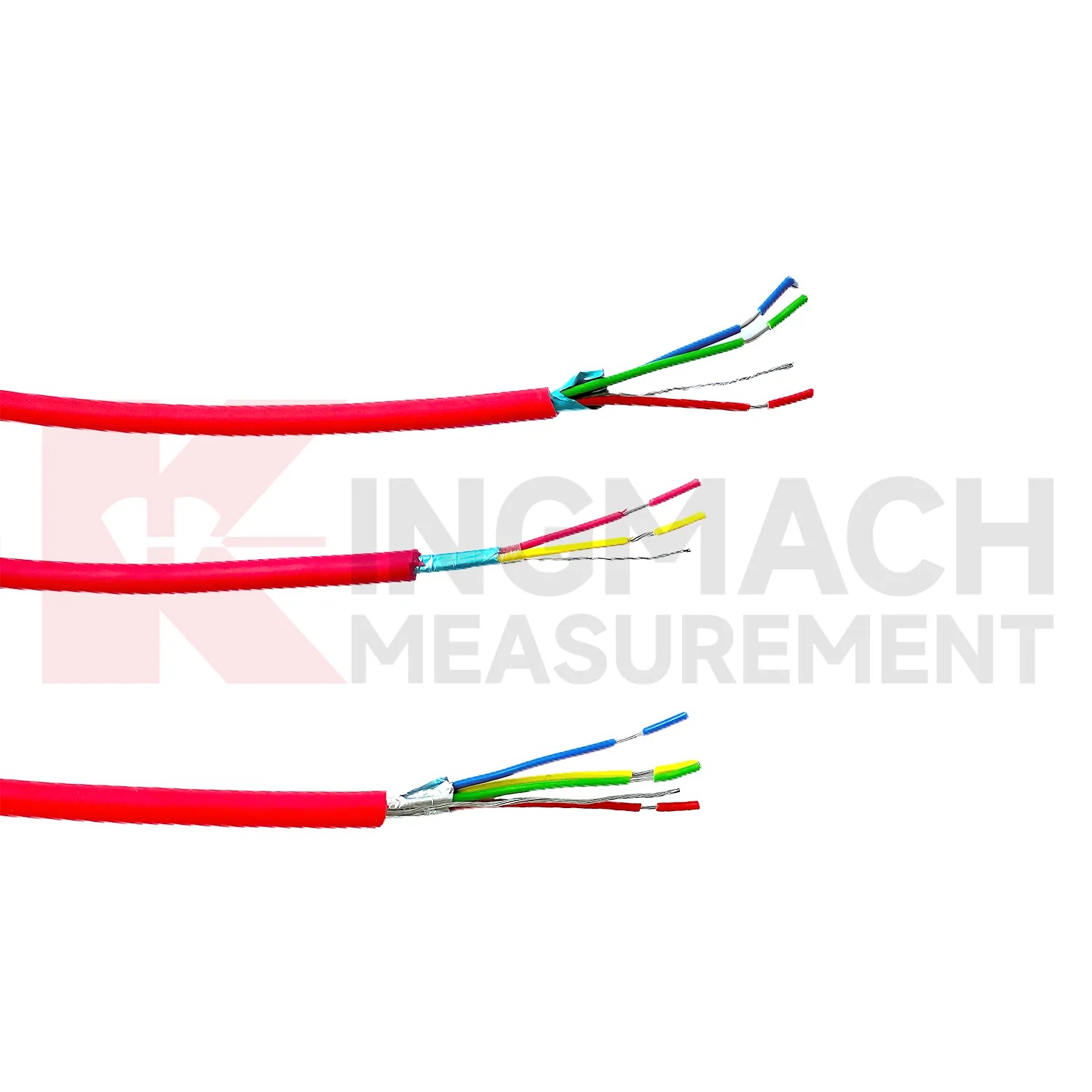
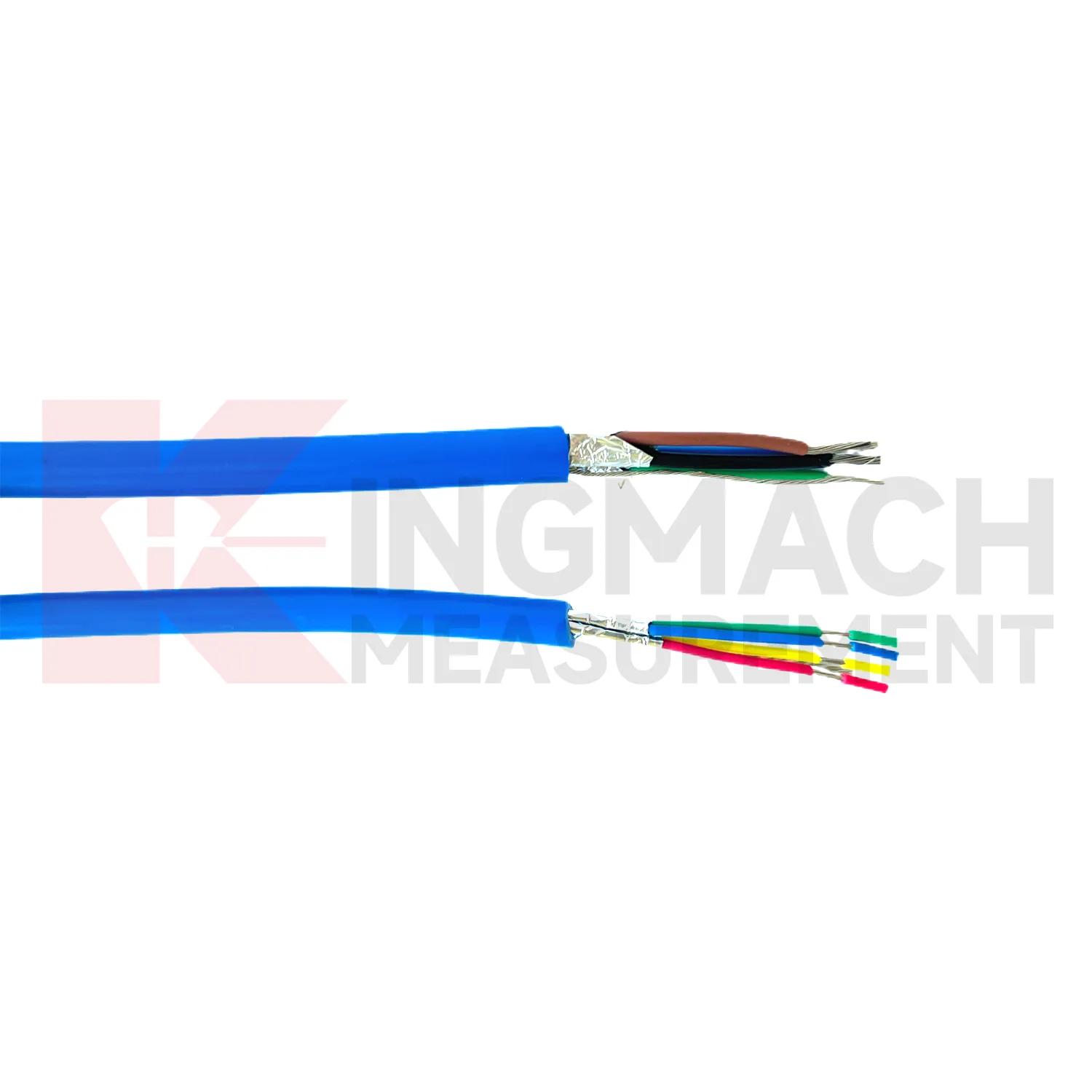
Automated Equipment Test Cable
These Kingmach Automated Equipment Test Cable are designed for compatibility with measurement equipment across structural monitoring sites. They support stable equipment connection for sensors, data recorders, cabinets, and maintenance upgrades. The product category is described as anti-interference, waterproof, moisture-proof, and wear-resistant, which matches common field demands in bridges, tunnels, slopes, buildings, dams, subgrades, foundation pits, and hydraulic structures. Rather than treating cable as a simple spare part, the category supports installation reliability, signal clarity, and longer equipment service life across monitoring networks.
Application of Automated Equipment Test Cable
Railway and subway monitoring uses Kingmach Automated Equipment Test Cable where vibration, traction power, signaling equipment, and restricted access can make maintenance difficult. A stable cable path is important because small signal disturbances may be mistaken for track, tunnel, bridge, or subgrade behavior. JMZX-XPX helps where anti-interference performance is required near electrical systems. Moisture-resistant routing supports underground or drainage-adjacent sections. Once installed, cable labels and channel records let maintenance staff inspect the network quickly during limited access windows.
The future of Automated Equipment Test Cable
Longer monitoring cycles will raise expectations for Kingmach Automated Equipment Test Cable. Owners increasingly want instruments to remain in place for years, often through weather, construction phases, inspections, and equipment upgrades. Cables will need to resist water, wear, interference, and handling while remaining easy to identify. Future maintenance plans may include scheduled cable insulation checks, connector sealing reviews, and route photo updates. These actions will help protect data continuity across long asset lifetimes.
Care & Maintenance of Automated Equipment Test Cable
During installation, handle Kingmach Automated Equipment Test Cable in a way that protects the shielding, insulation, and cable ends. Avoid sharp bends, crushed sections, uncovered cuts, and pulling force beyond the route plan. Keep cable ends dry before termination, and seal entries into cabinets or junction boxes. If the cable passes through conduit, confirm that the route is clean and free of edges that can damage the sheath. A stable mechanical path reduces intermittent faults after the monitoring system begins collecting data.
Kingmach Automated Equipment Test Cable
Kingmach Automated Equipment Test Cable also matter during upgrades. Many projects begin with a small number of sensors, then expand when the owner adds new monitoring points or data review requirements. Cable compatibility and route documentation make that expansion easier. If the original cable records show model, core use, spare cores, delivery length, cabinet entry, and channel names, the next team can add or replace instruments with less disruption. Instrumentation cables are therefore part of the life-cycle plan for measurement systems, not only an accessory at installation. Proper cable selection can extend equipment service life and reduce operational failure rates across the whole network.
FAQ
Q: Which core counts are available?
A: The listed options include two-core, three-core, four-core, six-core, seven-core, nine-core, and ten-core versions.
Q: What delivery lengths are shown in the local product data?
A: Two-core to four-core versions are listed as 2 m per piece, while six-core to ten-core versions are listed as 6 m per piece.
Q: Why does shielding matter?
A: Shielding helps reduce electrical interference so weak sensor signals can reach the recorder with less noise.
Q: Why does water resistance matter?
A: Wet cable sections can cause unstable readings or equipment faults if insulation, sealing, and terminations are not handled correctly.
Q: Can the cables be used with different Kingmach instruments?
A: Yes. The category is described as compatible with various monitoring instruments and supports installation, maintenance, and upgrades.
Reviews
Robert Taylor
The weir flow meter is well-built and delivers accurate measurements. Great value for water management applications.
Michael Anderson
The strain gauges and load cells are extremely accurate and stable. They performed very well in our bridge monitoring project. Highly recommended!
Latest Inquiries
To protect the privacy of our buyers, only public service email domains like Gmail, Yahoo, and MSN will be displayed. Additionally, only a limited portion of the inquiry content will be shown.
Amelia***@gmail.comSingapore
Hello, I am looking for visualization software for monitoring system data analysis. Please let me kn...
Emma***@gmail.comCanada
Dear Sir/Madam, we are interested in displacement transducers and settlement sensors for a geotechni...
Related product categories
- Singlelayer Shielded Test Cable
- Multicore Shielded Test Cable
- 2core / 4core / 6core / 8core Hydrological Cable
- Corrosionresistant Hydrological Cable
- Shielded Hydrological Cable
- Multicore Hydrological Cable
- Data Transmission Cable
- Automated Equipment Test Cable
- Sensor Shielded Test Cable
- Motor Shielded Test Cable
- Signal Cables
- Test dedicated shielded wire